Der Einzug und seine Tücken
Die Einzugswerte sind ein wichtiger Bestandteil im 3D-Druck.
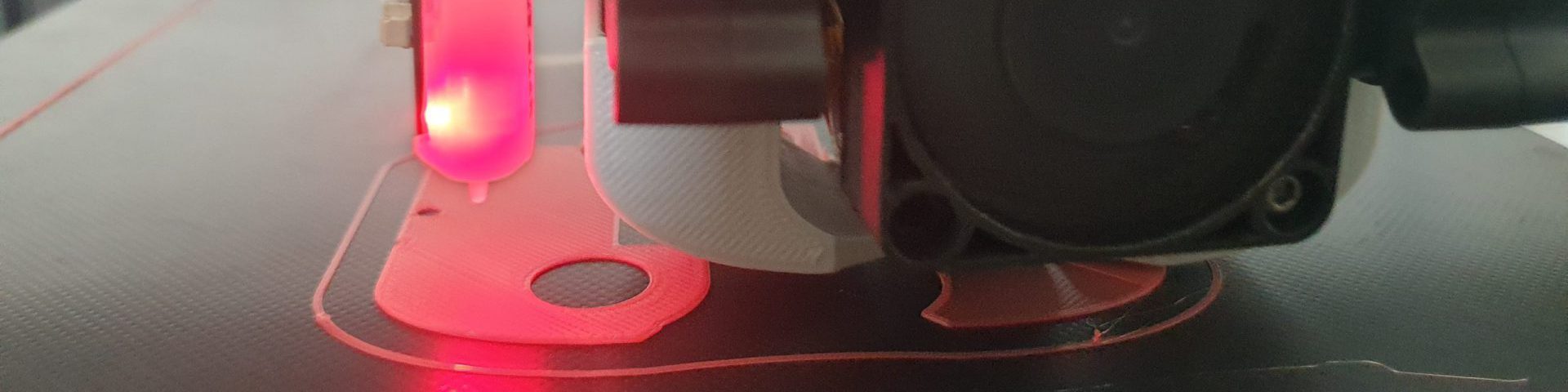
Diese sorgen dafür, dass das Ergebnis ordenlich aussieht und kein Stringing entsteht (Stringing = Bildung von haaränlichen Überresten).
Falsche Einzugswerte können nicht nur ein schlechtes Druckbild ergeben, sondern auch das Heatbreak, bzw. den PTFE Schlauch verstopfen.
Aus diesem Grund sollte der Einzug nie zu lang gewählt werden. Auch ist es verkehrt den Einzug zu schnell einzustellen. Mit dem Einzug wird das flüssige Filament in der Nozzle nicht zurückgezogen, sondern es soll vielmehr eine Art Vakuum entstehen und das Filament für kurze Zeit am heraustreten hindern. Wenn also die Einzugsgeschwindigkeit zu schnell gewählt wird, dann wird das noch feste Filament einfach aus dem flüssigen Teil gezogen und der Effekt den wir wollen ist weg.
So kannst du deinen Einzugswert bestimmen:
Wir erstellen uns wie beim „Fluss ermitteln“ einen einwandigen Würfel und kopieren ihn.
Mit folgenden Einstellunge fangen wir den Test an:
Drucken Bowden-Extruder:
3,5 mm Einzugsläng/ 25 mm Geschwindigkeit
Mit Direct-Drive:
0,5 mm Einzugsläng / 20 mm Einzugsgeschwindigkeit
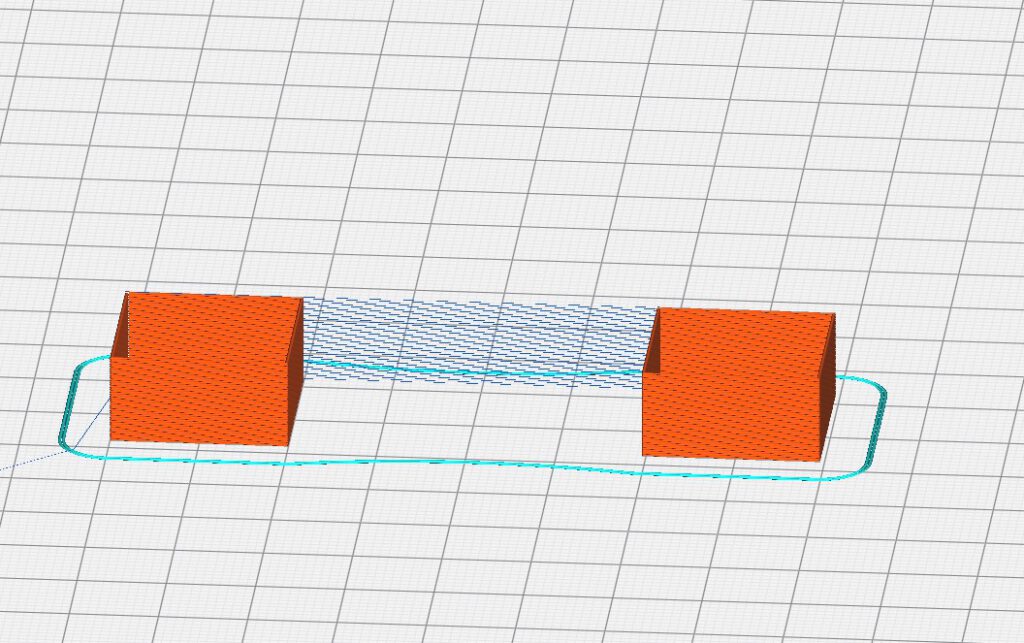
Du siehst recht schnell ob Haare oder Bloobs entstehen.
Arbeite dich beim Bowden-Extruder in 0,5 mm Schritten hoch und beim Direct Drive in 0,2 mm Schritten.
Wenn nur noch an den Kanten Bloobs sind, dann lässt du die Einzugslänge und passt die Einzugsgeschwindigkeit an. Diese am beisten in 2,5 oder 5 er Schritten anpassen.
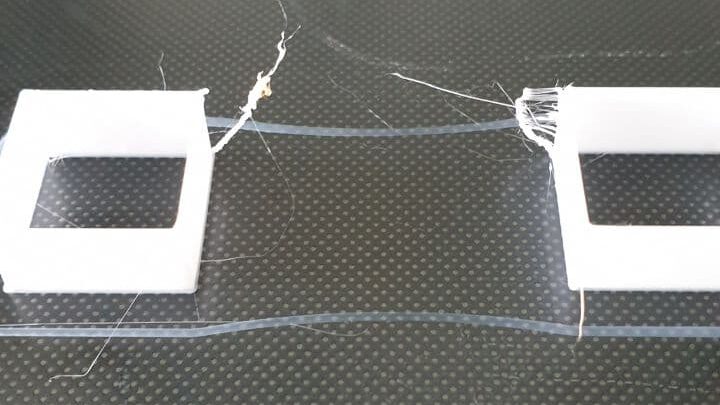
Am Ende sollten weder Stringing-Haare, noch Bloobs zu sehen sein.
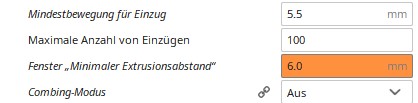
Wichtig ist auch die Einstellung „Mindestbewegung für Einzug“ und “ Fenster „Minimaler Einzugsabstand““
Hier muss du aufpassen, dass der Wert nicht unter dem Einzugsabstand liegt. Da es sonst passieren kann, dass mehr Einzüge gemacht werden als extrudiert wird. Das hätte eine Verstopfung zur Folge.